英瓦刀具经营部
代理株洲钻石品牌全系列产品
致力于提供刀具国产化服务

全国服务热线:
180-2917-8674代理株洲钻石品牌全系列产品
全国服务热线:
180-2917-8674138-2354-3297
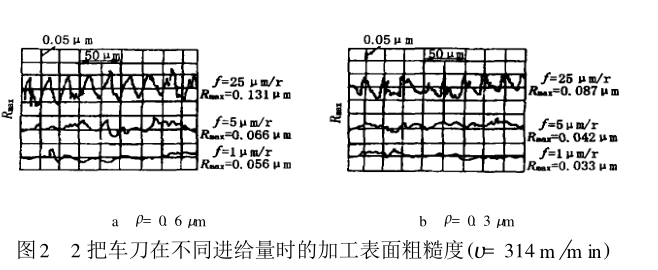
株洲钻石刀具的刀刃锋锐度值一般采用扫描电镜测量,其大小对表面质量影响明显。本次试验用的金刚石车刀,两把车刀几何形状完全相同,仅锋锐度有差别,在进行切削实验前,先检测刀具的刀刃锋锐度,测得的刃口半径分别为0.4和0.7μm,用2把刀具切削硬铝进行测试刀刃锋锐度对加工表面质量的影响。

(1) 图2为两把刀具在不同进给量时的加工表面粗糙度。由图中可见用锋锐的金刚石车刀加工的表面粗糙度值较小,而刃口半径较大的刀具加工的表面粗糙度值明显要大。
(2)图3为两把刀具在不同背吃刀量时的加工表面粗糙度。当背吃刀量ap=0.5μm时用刃口半径=0.3μm和p=0.6 μm的刀具进行切削,得到加工表面粗糙度分别为Rmax=0.035μm和Rmax=0.060μm。

可见还是用锋锐的株洲钻石刀具加工的表面粗糙度值较小。故在进行精密加工和超精密加工时,使用刃口半径小的锋锐刀具,可有效提高加工表面的质量,减小表面粗糙度值。