英瓦刀具经营部
代理株洲钻石品牌全系列产品
致力于提供刀具国产化服务

全国服务热线:
180-2917-8674代理株洲钻石品牌全系列产品
全国服务热线:
180-2917-8674138-2354-3297

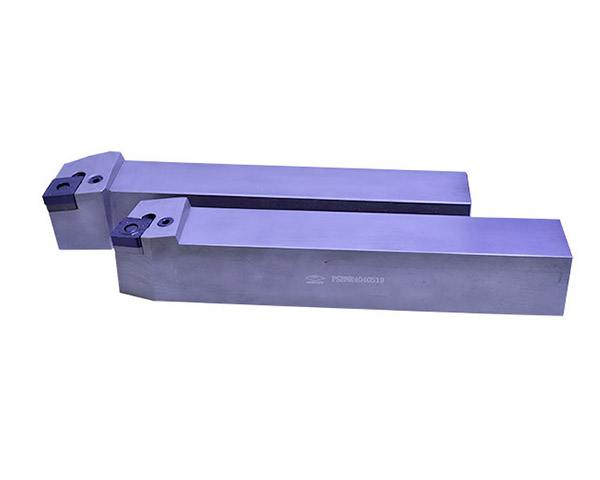
产品名称:车刀杆6-PDLNL2020M15
类型:车削刀具
型号:PDLNL2020M15
使用范围:车床
我们公司可以定制以下非标产品:外圆车刀、内孔镗刀、螺纹刀具(内外径) 外径切槽刀、内孔切槽、端面切槽等非标刀杆,不常用标准刀杆定做,非标刀具定做。
选择刀杆前角及前刀面型式的技巧:
1、前刀面型式:常用的前刀面型式。
(1)正前角平面型,这种型式的特点是结构简单、刀刃锐利,但强度低,传热能力差。
(2)正前角曲面带倒棱型这种型式,是在平面带倒棱的基础上,前刀面上又磨出一个曲面,称为卷屑槽或月牙槽。它可增大前角,并能起到卷屑的作用。
(3)刀杆正前角平面带倒棱型,这种型式是沿切削刃磨出很窄的棱边,称为负倒棱。它可提高切削刃的强度和增大传热能力。对脆性大的硬质合金刀具来说,这时就能采用较大的前角,改善刀具的切削性能。
2.卷屑槽与切屑控制:前刀面磨出卷屑槽可以使切屑卷曲,这是生产中经常采用的方法。经卷曲的切屑就不易缠绕在工件和刀具上。
切屑的卷曲为使切屑卷曲,需在前刀面磨出卷屑槽,其型式有下面三种:全圆弧型、直线圆弧型和直线型。全圆弧型卷屑槽主要用于切削高塑性材料,采用较大前角的刀具。卷屑槽与切削刃的倾角有三种形式。
外斜式这种卷屑槽前宽后窄,前深后浅,用于中等背吃刀量:平行式,这种卷屑槽在切削碳钢时与外斜式效果相似。内斜式所示,这种卷屑槽断屑范围较窄,主要用于精车或半精车2)切屑的折断卷曲的切屑流出时,碰在后刀面或工件上,切屑因受阻而应力增加,当某断面应力超过其强度极限时,切屑就折断,呈短片状,其过程。刀杆切屑流出时碰不到后刀面或工件时,切屑将以各种螺旋形卷屑流出,到一定长度后,靠自重甩断。如卷屑槽尺寸不合适时,切屑就成连绵不断的带状切屑。
3、前角:
(1)工件材料加工塑性材料时,为减少切削变形,降低切削力和切削温度,应选大的前角;加工脆性材料时,塑性变形小,由于形成多为崩碎状切屑,前角的作用不显著,应选用较小的前角。
(2)刀具材料抗弯强度和冲击韧性大的刀具材料,如高速钢,选较大的前角。反之,如硬质合金选小值。因此高速钢刀具的前角可比硬质合金刀具的前角大一些。
(3)加工性质粗加工时, ap,f大,切削力大,切削热量多,应选用较小前角;精加工时,ap,f小,切削力小,切削热少,为提高表面质量,应采用较大前角。